慢病毒载体可以有效地将外源基因或外源 shRNAs 整合到宿主染色体中,使得目的基因持续表达。慢病毒载体还可以有效感染各种类型的细胞,从而达到基因治疗的效果。慢病毒载体已成功应用于临床试验。
贴壁系统仍然是生产慢病毒载体的主要途径,然而贴壁系统不仅对空间需求高,同时工作量较大。本期,小C将给大家隆重介绍,康宁的High Yield PERformance (HYPER) 技术,能为支持大规模慢病毒载体贴壁系统生产提供理想的平台,可以实现在紧凑的空间内支持大量贴壁细胞的生长。


| 小C讲堂第16讲——慢病毒大规模转染神器 | |||
|
慢病毒载体可以有效地将外源基因或外源 shRNAs 整合到宿主染色体中,使得目的基因持续表达。慢病毒载体还可以有效感染各种类型的细胞,从而达到基因治疗的效果。慢病毒载体已成功应用于临床试验。
贴壁系统仍然是生产慢病毒载体的主要途径,然而贴壁系统不仅对空间需求高,同时工作量较大。本期,小C将给大家隆重介绍,康宁的High Yield PERformance (HYPER) 技术,能为支持大规模慢病毒载体贴壁系统生产提供理想的平台,可以实现在紧凑的空间内支持大量贴壁细胞的生长。
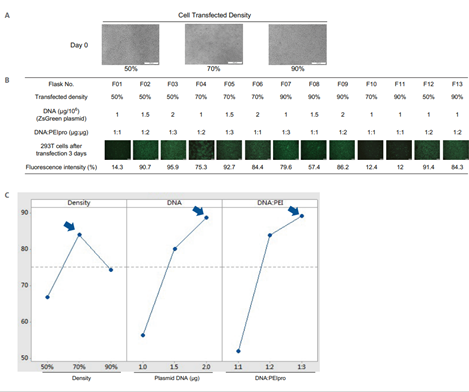
贴壁瞬时转染系统的优化 首先,使用DOE对表达ZsGreen质粒DNA(由单质粒代表)及转染试剂PEI的用量进行摸索,通过流式检测绿荧光比例,判断转染效率。如图1所示,当转染时细胞融合率达到70%,DNA使用量为2 μg/106个细胞,DNA:PEIpro (μg:μg)=1:3时,质粒转染效率最高。
图1. (A) 转染时细胞融合度图片, (B) 转染条件和转染效率,(C) 实验数据分析。
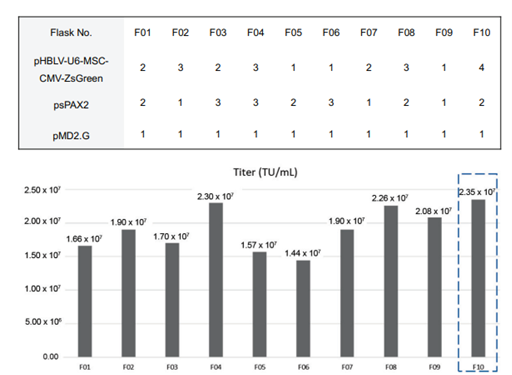
慢病毒包装质粒共转染比例优化 在确定质粒与转染试剂的比例后,对包装病毒所需的多质粒条件进行摸索。在多质粒共转染时,根据目的基因不同,对于各个质粒的添加量会选择不同的比例,这里我们慢病毒包装体系使用的是三质粒包装系统(pHBLV-U6-CMV-ZsGreen、psPAX2和pMD2.G),目的基因为ZsGreen,病毒产量通过产出慢病毒滴度进行计算。据文献报道,慢病毒包装体系中pMD2.G质粒用量所占比例较低。在此基础上,我们继续使用DOE对其它质粒用量进行优化。如图2所示我们进行了各质粒添加量测试,结果显示最佳质粒比例为 4:2:1 (pHBLV-U6-MSC-CMV-ZsGreen: psPAX2: pMD2.G)。
图 2. 包装质粒比例及感染滴度
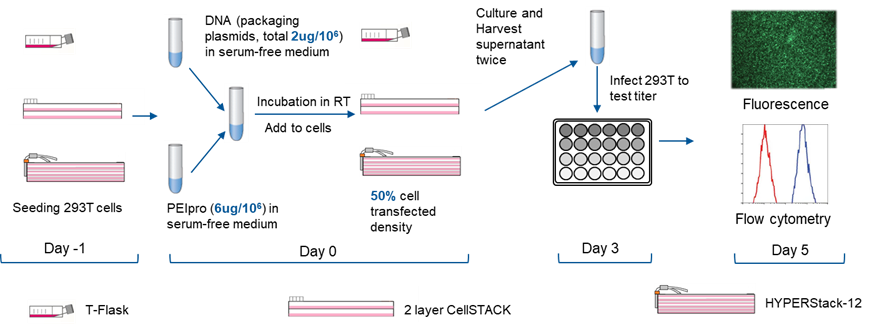
比较不同贴壁系统慢病毒生产能力 在不同贴壁培养容器中进行慢病毒包装生产,并对各容器生产慢病毒的滴度进行检测与比较(图3)。293T细胞在康宁T-25 CellBIND flask (Corning, Cat. No. 3289) 中复苏,并在康宁T-175 CellBIND flask (Corning, Cat. No. 3292)及HYPERFlask (Corning; Cat. No. 10024) 中进行扩增,最后将细胞接种至康宁T-25 CellBIND flask,HYPERStack Vessel-12 (Corning; Cat. No. 20012) 和2层CellSTACK细胞工厂 (Corning; Cat. No. 3310)中进行质粒瞬时共转染,包装生产慢病毒,分别在48小时和72小时后,收集上清,混匀两次收获上清,并检测其所含病毒滴度,计算慢病毒产量。
图3. 使用不同培养容器进行慢病毒瞬时转染流程
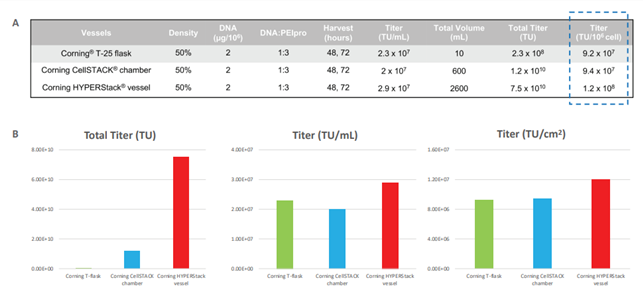
检测结果发现,相较于T-25 CellBIND及CellSTACK , HYPERStack Vessel-12不仅总产量远高于T-25 CellBIND flask 及CellSTACK,对比单位产量,HYPERStack Vessel-12也高于T-25 CellBIND flask 及CellSTACK(图4)。
图4. (A) 不同培养容器的实验参数和实验数据,(B)每毫升病毒产量、病毒总产量和每平方厘米细胞的病毒产量对比。
结论
文章来源于康宁生命科学 | |||
|